非破壊検査のための産業用CT導入カタログ~CTラボ~
- 産業用CT・非破壊検査装置の用語・基礎情報
- 戻る
- 産業用CT・非破壊検査装置の用語・基礎情報_TOP
- 産業用CTのX線検出器の種類と特徴
- 産業用CTによるボイド解析の仕組みと活用法
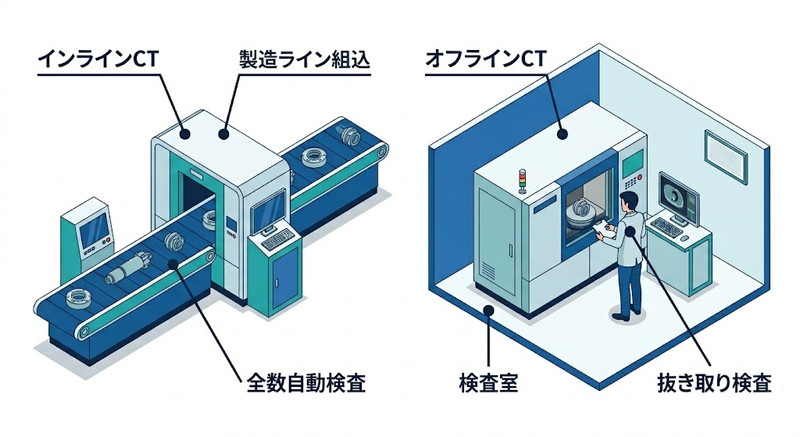
- 産業用CTのインラインとオフラインの違いとは
- 産業用CTの「空間分解能」と「コントラスト分解能」の違いを解説
- 産業用CTの費用・価格相場とは
- テラヘルツ波を用いた非破壊検査とは
- 傾斜CTと直交CTの違いとは
- 非破壊検査に必要な資格とは
- 非破壊検査の種類や
対応する装置の特徴とは - CT画像の活用事例とは
- 非破壊検査のメリット・デメリット
- CT検査で発生するアーチファクトとは
- X線を使用した非破壊検査装置とは
- CTとX線の違い
- 管電圧の透過厚さの目安
- 焦点サイズとは
- 用途・ニーズ別の産業用CTメーカー
- 業界別産業用CT導入事例
- 産業用CTの保守・保全・メンテナンスガイド
- 産業用CTメーカー一覧
- 戻る
- 産業用CTメーカー一覧_TOP
- アールエフ
- カールツァイス
- アールテック
- アイビット
- アジアエレクトロニクス
- アンリツインフィビス
- イシダ
- イメージテック
- 英光産業
- エー・アンド・デイ
- エックスライン
- エヌアイシー
- オムロン
- オリンパス
- キヤノン電子管デバイス
- 近畿レントゲン工業社
- クロスレイテクノロジー
- 光子研グループ
- コメットテクノロジーズ・ジャパン
- コムスキャンテクノ
- サキコーポレーション
- システムスクエア
- 島津製作所
- ジョブ
- スマートビジョン
- 精工技研
- ソフテックス
- ティーアンドエス
- 中部メディカル
- つくばテクノロジー
- テクノホライゾン
- テスコ
- 東京精密
- 東広
- 東芝ITコントロールシステム
- 東陽テクニカ
- トーレック
- ニコンソリューションズ
- 日本アレックス
- 日本装置開発
- 日本電子
- 日本ベーカーヒューズ
- ノードソンアドバンストテクノロジー
- ハイテックス
- 日立ハイテクサイエンス
- 日立パワーソリューションズ
- 日立製作所
- 非破壊検査
- ビームセンス
- 富士フイルム
- ブルカージャパン
- ポニー工業
- マーストーケンソリューション
- 松定プレシジョン
- ミネベアミツミ
- メディエックステック
- ヤマト科学
- ユー・エイチ・システム
- リガク
- diondo
- JMC
- Lumafield
- North Star Imaging (NSI)
- Shenzhen Unicomp Technology
- Sigray
- Tescan
- VisiConsult
- Werth
- 運営会社情報